Doseganje dobavnih rokov je v podjetjih dandanes velikega pomena. Kupci zahtevajo izredno kratke dobavne roke, ki pa so v praksi težko izvedljivi. To privede do začaranega kroga: v tovarnah se kopičijo naročila in skladišča so večkrat zapolnjena do vseh kapacitet, proizvodnja vseh ne zmore izvesti, vmes se pojavijo še nujna naročila, ki povzročijo še večji kaos, in položaj se zdi brezizhoden. Ta problem se da ublažiti oziroma skoraj v celoti rešiti z uvedbo pravilnega terminiranja, pri čemer je pomembno, da terminiramo po čim bolj optimalni metodi. Ker pa se vedno tudi s pravilno metodo terminiranja težave ne da rešiti, se večkrat zgodi, da je treba na stroju izvesti več zamenjav orodja in procesa. Takšne težave lahko rešujemo z optimizacijami menjav orodja ali postopkov. Vsakemu položaju oziroma liniji v proizvodnem obratu ne ustreza enaka metoda optimizacije, po kateri bomo optimizirali menjavo, ker so si stroji po nazivu in proizvodnih kompetencah različni, zato moramo optimizacije izvesti individualno za vsak stroj posebej in še to več različnih možnosti.
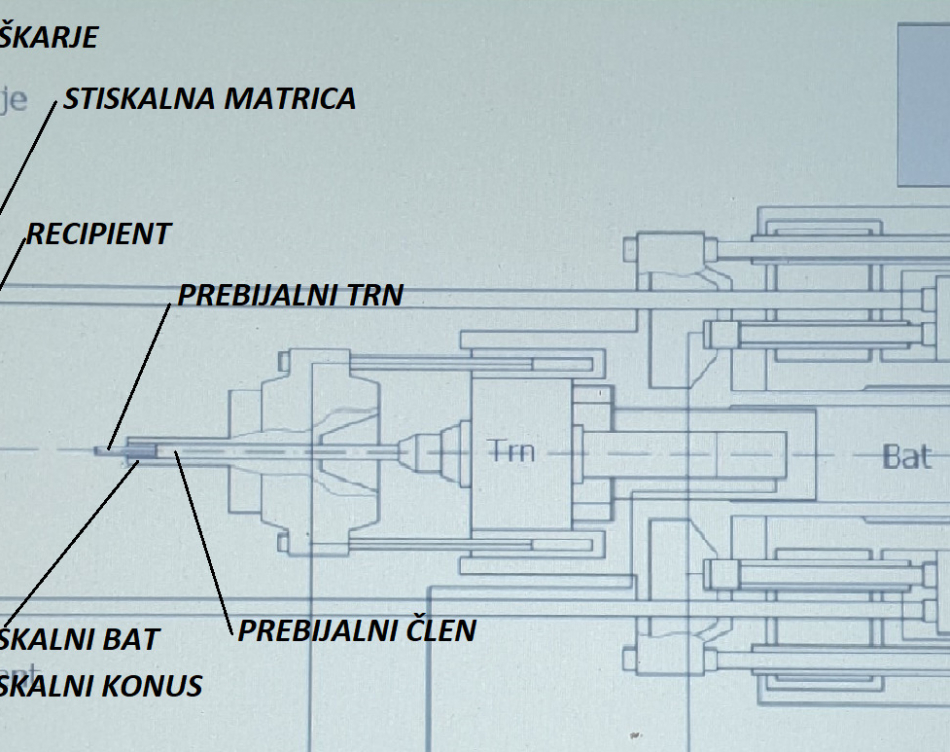
V diplomskem delu smo prikazali tri možne načine optimizacije menjave postopka stiskanja, ki se izvaja na 20 MN stiskalni liniji, kjer se po potrebi naročil kupcev, livnih zalog materiala in terminološki nujnosti naročil ciklično izvajajo menjave postopka stiskanja brezšivnih cevi ali palic. Cilje, ki smo si jih zadali, smo v celoti izpolnili. Predlagali smo najboljši primer optimizacije postopka menjave, pri čemer se je čas menjave postopka stiskanja skrajšal za več kot 60 % – iz tri do štiri ure smo postopek menjave skrajšali na eno do eno uro in pol. Raziskali smo vso potrebno literaturo, ki je bila nujna za optimiziranje linije. Na podlagi dejstva, da po optimizaciji ne demontiramo več predirnega člena in bata, lahko potrdimo tudi cilj glede zmanjšanja obrabe stiskalnice in posledično tudi natančnosti stiskalnice, saj ni treba več čakati, da se vmesni člen in bat segrejeta na delovno temperaturo in privijeta do končnega momenta, kot je to bilo potrebno pred optimizacijo, saj je to že narejeno. Prav tako lahko v celoti potrdimo hipoteze diplomskega dela, saj smo z izbrano optimizacijo postopka menjave zmanjšali neproduktiven čas ob menjavi postopka stiskanja, posledično zmanjšali obrabo stiskalnice zaradi večkratnih menjav ter ohlajanja in ponovnega segrevanja segmentov ter izboljšali natančnost stiskanih izdelkov, ker smo v izbrani najboljši optimizaciji predvideli, da predirni člen in bat ostaneta pri postopku menjave vedno zmontirana in se ju ne menjuje več.
Na podlagi vsega predstavljenega gradiva, ki smo ga v diplomskem delu predelali, ugotavljamo, da je najboljša in najugodnejša možnost optimizacije menjave postopka stiskanja tretja predlagana možnost, ki skrajša časovno menjavo postopka stiskanja za tri ure, kar pomeni dobrih 60 % časa menjave pred optimizacijo, in je tudi cenovno najugodnejša – slabih 1000 EUR. Vodstvo podjetja Impol se za nobeno izmed možnosti optimizacije ni odločilo, saj je veliko delov 20 MN stiskalne linije za stiskanje brezšivnih cevi dotrajanih in utrujenih, zato je v prihodnjem načrtu razvoja Cevarne načrtovana nabava nove stiskalne linije za produkcijo brezšivnih cevi. Obstoječa pa naj bi stiskala samo še palice in profile, ki naj bi se v prihodnje rezale na krajše dolžine in ne navijale na kolobarje, saj je pri izdelavi kolobarjev izmet nekajkrat večji. V diplomskem delu smo dokazali, da se optimizacija linije lahko izvede. Predstavili smo najboljšo možno rešitev, vendar dvomimo, da bi se pri takšnem načrtu prihodnosti, kot je zastavljen sedaj za proizvodni proces P. C. P. Cevarna v podjetju Impol, kakršenkoli finančni vložek na dotrajano linijo ekonomsko izplačal.